This is the second of a series of three blogs examining methods of tolerancing plastic moulded parts using various International Standards and Tolcap.
In my previous blog,
Tolcap or DIN 16901?,
I described how you can use Tolcap rather than
DIN 16901
to find capable tolerances for your plastic moulded parts.
DIN 16901 has been withdrawn and replaced by
DIN 16742
and
ISO 20457,
so how does Tolcap align with these newer standards, and does Tolcap still give added benefits?
Tolerancing with DIN 16742 and ISO 20457
One big difference in the newer standards arises because they rightly address the question of what to do if the particular material you want to use is not listed.
There are new materials being developed and the variations within and between materials make a finite list a limitation.
So rather than listing materials, the new standards ask you to find out various properties of the material you wish to use.
But this is quite a process consisting of five steps. You are asked to specify:
- The process: Injection or Compression Moulding
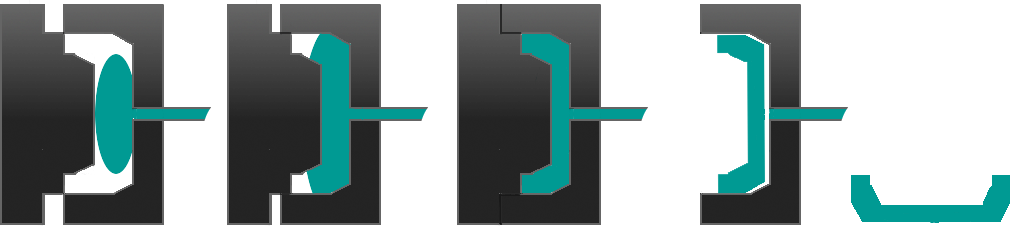 Injection moulding of plastics
Injection moulding of plastics
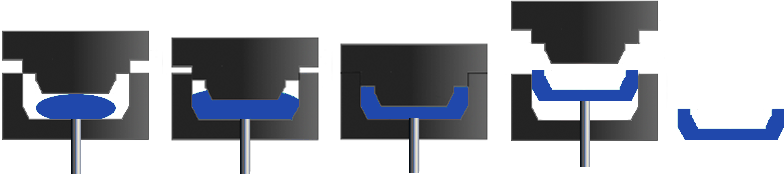 Compression moulding of plastics
Compression moulding of plastics
- The material stiffness or (and) hardness
- The moulding shrinkage
- How precisely you know how the shrinkage varies with geometry and process, and how
anisotropic the shrinkage is?
- A points score thus far gets you to the Series 1 (simple production) Tolerance Grade.
If the required tolerance is not achievable at this grade, then subtract points to go down the grades until the tolerance is achievable
(with more controls so higher costs are to be expected).
The Tolerance Grade so determined enables us to find the appropriate row in the lower half of Table 2
- ‘Plastic moulded part tolerances as symmetrical limit dimensions for features of sizes’
and read off the tolerance (±) from row W or NW depending whether the dimension of interest is within one cavity of the mould
or across a parting line. Table 2 in ISO 20457 works similarly to Table 2 in DIN 16901
- but helpfully gives the tolerances in a balanced ± format rather than the a tolerance band for the user to distribute.
ISO 20457 Series 1 (simple production) Tolerance Grade appears to correspond to the DIN 16901 Series 1 Tolerance Group.
ISO 20457 Series 2 (accurate production) is equivalent to DIN 16901 Series 2.
That leaves ISO 20457 Series 3 (precision production) as equivalent to DIN 16901 Precision Tolerance Group.
As mentioned in the first blog in this series
( Tolcap or DIN 16901? )
the internet is a great resource, but getting all this information and interpreting it correctly is not easy.
Perhaps it can be determined in discussions with your trusted moulding supplier, but how do you set about starting the design and the conversation?
Relating DIN 16742 / ISO 20457 to Tolcap *
Let’s start by showing how Tolcap aligns with the Tolerance Grades for a case we know:
ABS,
as considered in the first blog:
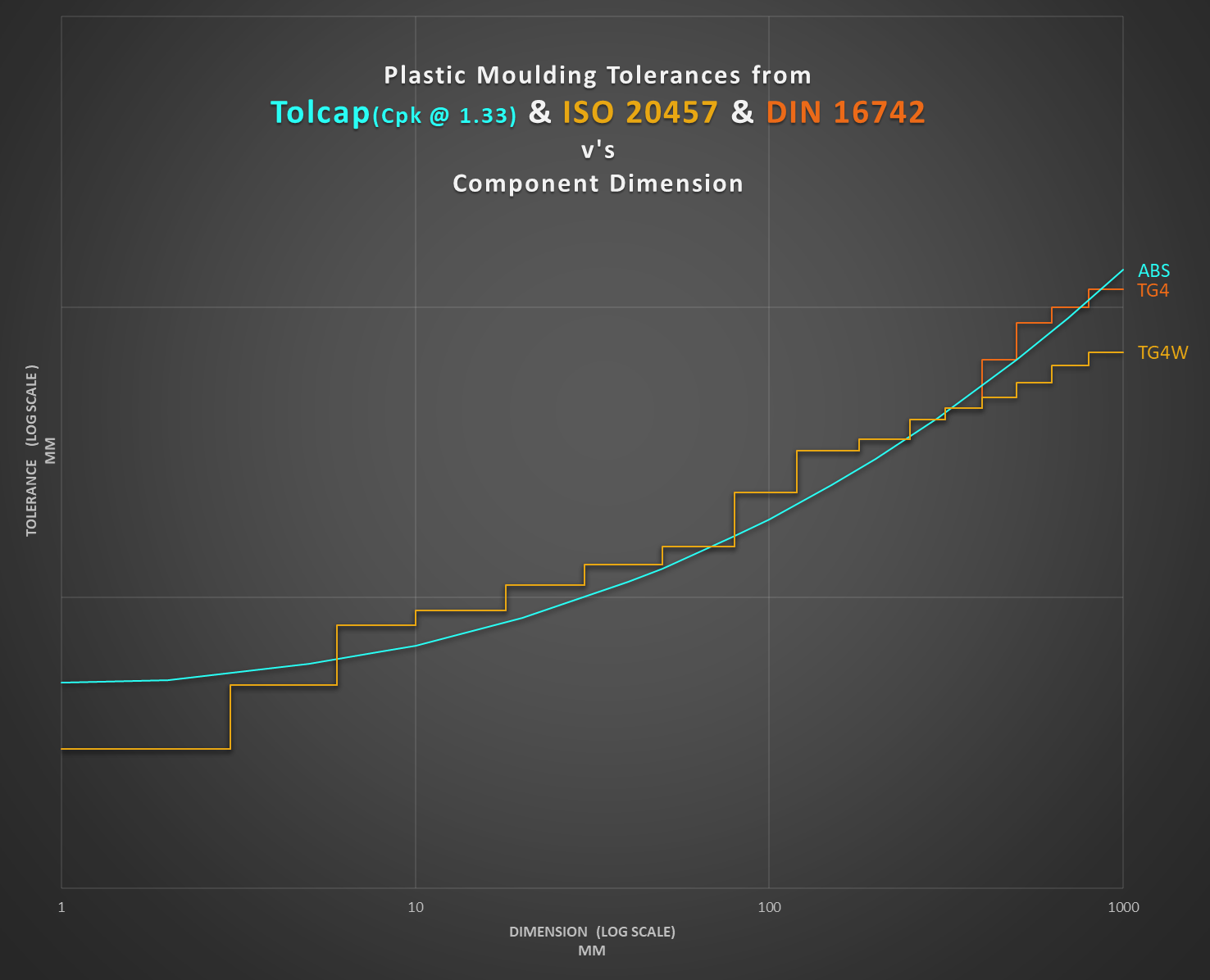 Comparison of Tolcap ABS mould tolerance suggestions with tolerances from ISO 20457 and DIN 16742
Comparison of Tolcap ABS mould tolerance suggestions with tolerances from ISO 20457 and DIN 16742
The plot above shows that the Tolcap ABS curve is a reasonably close fit to TG4 - that is TG4 from DIN 16742.
The Tolcap curve is a little pessimistic for small dimensions (< 3 mm), suggesting larger tolerances than the standards deem necessary.
It is more pessimistic than TG4 from ISO 20457, because that standard dropped the last ‘step’ up in the
ISO 286-1
grades in Table 1.
So following the logic in my previous blog, Tolcap indicates that for ABS or a similar material,
a tolerance close to the ISO 20457 TG4 Grade can be achieved - provided that the design does not raise issues when the geometry and process wizards are applied.
A single issue in the geometry or the process will increase the tolerance, but probably within the increase permitted by moving by one step to TG5 Grade.
So TG5 Grade means Simple Production for ABS, and TG4 may be achievable with some special measures.
The argument in my earlier blog holds good: the map for materials including Polyamides (Nylon - PA)
track Tolerance Grade TG5,
and the map for Polyethylene or Polypropylene (PP) tracks Tolerance Grade TG6:
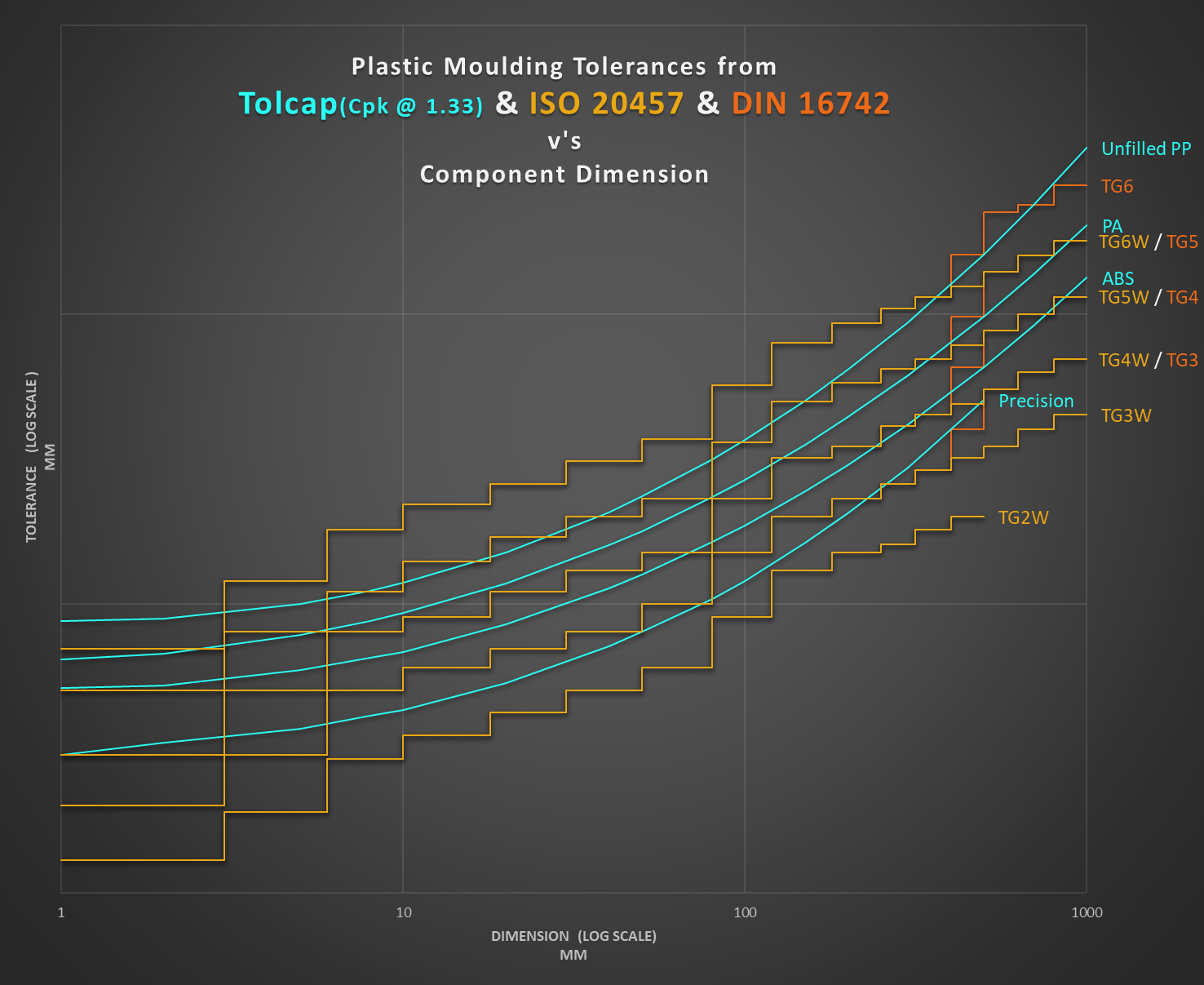 Comparison of Tolcap plastic mould tolerance suggestions with tolerances from ISO 20457 and DIN 16742
Comparison of Tolcap plastic mould tolerance suggestions with tolerances from ISO 20457 and DIN 16742
So Tolcap can get you a tolerance and we can check that against a DIN 16742 / ISO 20457 tolerance prior to a more detailed discussion with your supplier
- for a material that we recognise from the DIN 16901 list.
But what about materials not on the list?
What about unlisted plastics?
The procedure in ISO 20457 is not that easy for a first cut.
Is there perhaps one of the many characteristics of the material that is dominant, or somehow gives a good indication of the grade?
Researching this on the internet and in discussions with experts, we believe that shrinkage is the best guide.
It is a further clue that many injection moulders publish lists of materials and shrinkage figures.
Many of these tables give a minimum and a maximum shrinkage figure, and these are the most helpful.
There are a few anomalies, but as a guide, looking at the maximum shrinkage for materials listed in DIN 16901 and in these manufacturers tables,
it would seem that:
For DIN 16901
Tolerance Group | Example materials | Maximum shrinkage |
|---|
| Series 1 120 | ABS | < 1% |
| Series 1 130 | PA e.g. Nylon | 1% - 2% |
| Series 1 140 | PE - Polyethylene,
or
PP - Polypropylene | > 2% |
This we propose provides a good starting point for new materials:
look for their (maximum) shrinkage rate, find the tolerance group to which they are likely to belong, and use that Tolcap map.
Filled plastics?
This may be a good point to discuss fillers.
Plastics may be filled with glass fibres or other materials to enhance various properties.
This often affects the shrinkage of the material.
Adding glass fibre to low shrinkage ( <1% ) materials usually has little significant further effect,
but glass fibres reduce the intrinsic shrinkage of materials with higher shrinkage rates,
at least along the axis of the fibres:
anisotropic shrinkage may well be enhanced.
So in looking for shrinkage rates, check that the material is specified as filled or unfilled.
If you can only find the shrinkage rate of an unfilled material,
assume that the shrinkage rate for the filled material may be reduced by 1 grade to assess the tolerance group.
In conclusion
So we hope we have shown you that Tolcap is a good starting point to check the tolerances you need for your plastic moulded part can be met process capably.
This blog has shown how to get to the appropriate Tolcap map, and the
next part of this blog series,
Blog 3: Geometry and Process Effects,
will go through the important design geometry and process effects that should be considered when applying Tolcap's Gp and Vp Wizards.
*
Not currently a Tolcap user?
Sign up for a months, no committment, free trial.
Written by:

Richard Batchelor MA, MBA, CEng, FIEE
Richard is a founding member of the Capra Technology team.
Thanks to Ian Maynard CEng MIMechE for his support in writing this blog
(www.IanMaynardCEng.com).
Related blogs
‘The Tolcap Rough Guide to Tolerancing Plastic Mouldings’ series (Dec 2019):